主营

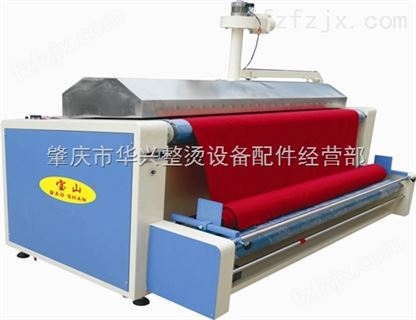
箔绕机">箔绕机的调试相对来说较简略,逻辑联系不是太多,开关量较少。但对于不了解设备的人来说仍是比较生疏的。作为现场调试是适当重要的环节。因为零件的分散性,安装工艺的影响,使得安装完毕的产品不能到达规划要求的性能指标,需求经过测验和调整来发现、纠正、弥补,使其到达技术文件所规则的功用和技术指标,这便是设备的调试。一起,调试又能发现产品规划和工艺以及原资料缺点和不足等问题。因此,调试作业是确保并完成产品功用和质量的重要工序,在很大程度上决议了整机的质量。设备安装中存在的一些问题和缺点会经过调试反响出来。
首要对箔绕机的各个组织的效果要有正确的知道这是需求的。下面介绍一下各个组织的效果及常遇见的问题。箔绕机(由前到后)包含操作面板、焊接组织、纠偏组织、卷绕组织、压毛组织、层收组织、开卷组织、配电柜八大部分。设备发到客户那里首要要对设备进行吊装、就位、安装。吊装过程中多数调试人员在场要做好现场吊装的指导,客户对设备不了解或许会形成吊装费劲或损坏设备部件。每台设备都有大约的分量,根绝超出额外载重的绳索吊装设备,要确保人身及设备的安全。依据客户的要求对设备进行就位,要确保配电柜和设备的出线口间隔不要太远(1m为宜),就好位今后要对现场机械安装查看及承认和电气安装查看及承认,无误后再进行接线,因为出厂解线和安装调试或许不为同一人,因此在解线时必定要依照图纸解线,不共同的线号要标出并更换线号,做到和电气图纸的共同性,防止给安装人员带来不必要的费事。
现场接线严格依照图纸来接线,发现有过错的当地认真思考到底是哪里的原因,确实是图纸和实践不共同必定要标记好留意调查运转现象。现场走线要明晰、简练、不得只求成果不论过程,凌乱的线路对将来设备的保护及修理带来费事。
(一)操作面板是人机沟通的平台,一切指令都要经过面板给定。上电前对三相沟通电电压、进行查看,以防缺相形成电机振动或烧掉(正常状况下有变频器的会主动报警缺相)。确保无误后按下启动按钮,对设备上电查看,包含查看各个动作有无或相反,各个按钮有无输出指示;若无输出依据图纸查看PLC(中文名为可编程逻辑操控器,替代了传统的继电-接触器操控体系,使电器的修理变得更为简略)及模块(这儿指PLC的扩展输入输出点,模块的效果添加了PLC主机的输入输出点满足了有较多输入输出点的电气设备)的输入输出点,PLC上面对应的绿灯亮阐明有输入或许输出;若有输入无输出查看气压按钮是否敞开,一切按钮默许气压按钮敞开的状况下才有输出,确定气压按钮敞开若有输入还无输出根本判定是模块或许程序的原因;若有输入、输出则无动作和输出指示阐明PLC输出的24V电压没有效果到继电器或则效果到继电器继电器无动作;(有无动作可调查对应继电器上的绿灯指示,亮起阐明继电器有动作),还有便是接触器没有动作(可调查接触器是否吸合)测一测接触器输出是否有电;若有电根本能够判定是接触器到负载指尖的电缆呈现断路查看动力线。
经过变频器的输出,例如开卷电机不动作,首要判别PLC有无输出,按钮有输出指示阐明PLC有输出(一起经过PLC上面的指示灯相同能够看到),再调查变频器有无反响,经过切换“》”移位键,将显现屏切换到标有“Hz”下方指示灯亮(A下方指示灯亮为电流单位,V下方指示灯亮是电压单位),此刻显现变频器的频率,闪耀状况阐明变频器处于待机状况,长亮处于作业状况。还有调查报警指示及变频器是否有报警显现,依据报警代码查阅报警代码表来判别是什么报警和解决方法。
(二)主动焊接结构是卷绕线圈前首要用到的设备,该组织装备专门的氩弧焊机,对于箔材的焊接有的或许要对操作人员进行训练,因为焊机的不同一些操作按钮或许不共同,训练人员要提前了解焊机的操作,才干更好的训练操作人员,箔材的焊接要符合客户的要求,对于影响焊接质量的要素要逐个介绍给操作人员,电流巨细(依据资料的厚度越厚电流越大阐明书有焊接电流与资料厚度的对应联系)、氩气流量巨细(流量太小起不到防氧化、降温效果,流量太大严峻)、焊接速度(速度太快焊接不牢或许焊不上,太慢降低)、焊枪角度(有平焊)、焊接间隔、熟练程度直接影响焊接的质量。焊接前先用大力钳将铜(铝)排与箔材赶紧(留意:排要确保与箔材的的端面垂直不然影响规整性)尽量不要留缝隙(影响焊接效果),放在焊接台上,要杰出焊接台3-5mm,按下焊接压紧按钮(留意:下压气缸动作不要太快缓慢下压以免有人误操作将手指压在焊接台受伤),松开大力钳,再用锤子将其敲齐。焊接时要确保焊机降温水泵正常运转和氩气正常供给,焊接起好头正常焊接能够离远一点,焊接时会产生高频电磁场和红外线辐射还有臭氧的产生,操作人员有必要装备防护头盔及其他有效措施,作业地点要安装排气设备留意通风。在焊接完毕时要及时关掉焊接开关,防止焊接到焊接台,对焊接台形成伤害。
在主动焊接夹臂靠左端和靠右端分别有焊接限位开关,这是焊接丝杠、导轨的行程开关,防止滑块、丝杠母滑出,如有呈现滑块、丝杠母滑出,阐明限位开关没压住,或许限位开关的线处于断路状况。
(三)调偏体系是卷绕中较重要的一个环节,绕制线圈的规整程度是衡量设备性能的一个重要参数,在训练时必定要让操作人员亲自绕制,讲明整个调偏体系的用法,及时回答操作者的疑问。关于调偏的应用可大体分为以下几个部分。
1、中心复位。放箔之前将调偏操控面板打在中心(确保箔在调偏过程中左右移动的间隔相等)。
2、模具定位。卷绕开始前箔(此刻还未放箔能够先画一条线视为箔的端点)的左端(主轴减速机那一端)先定位(视客户出产要求而定),确定了方位之后丈量一下箔左端面到各个轴支架平面的垂直间隔设为a
3、放箔。箔的里端边缘到支架平面的间隔也要调整为a(这个间隔是大约数字卷绕过程中电眼会主动调整为a)
4、电眼定位。将箔拉到主轴卷绕方位,箔的左端要经过电眼中心,丈量箔左端到支架平面的间隔为a(此刻的a要尽量准确)。调整电眼方位顺次亮一红两绿时将电眼锁紧。
5、调整感度和平衡。调偏操控面板有一排指示灯,依据指示灯亮的数量调理。假设此刻亮中心一红灯和右边两绿灯,向左滚动平衡旋钮直到亮中心一红灯。然后将感度按钮向右旋动一个格左右,此刻假如面板又呈现中心一红右边两绿,持续向左旋动平衡按钮。依据以往的经历感度按钮调到倒数第2个格(或小于第2个格)时会产生设备震动现象,此刻阐明敏感度过高,应降低感度直到不呈现震动方位,切面板亮中心一红灯亮或许中心红灯亮加两边的两个绿灯闪耀,这时调偏到达抱负状况。
6、准确调整电眼方位。前四步调好今后让设备卷绕6圈左右(设备会主动找正),调查主动找正的左边缘与定位时的偏差在多少,假如主动找正的方位往右偏5mm,把电眼往左端支架平面的间隔减小5mm,把箔退回从头开始卷绕。此刻从首圈开始就能够主动经过电眼调理箔的正确方位了。绝缘纸(DMD)的调理类似,此调整为手动,比箔的调理要简略,不再详细阐明。所购买的DMD的规整度决议了线包中DMD的规整度。
影响箔材卷绕不正的几点原因:起点方位与电眼方位不共同、箔本身有S弯、模具粗细不均匀、焊接时没垂直导致一开始就偏。
(四)卷绕组织是设备绕制线圈的部分。是由三相变频电机经过涡轮蜗杆减速机,具有结构紧凑、传动比大、振动小、噪音低、能耗低以及在必定条件下具有自锁功用等长处。双动力要比单动力绕制受力更均匀,左右为对称的电机、减速机。同步采用编码器盯梢脉冲式,即踩下脚踏开关,右机电机做好预备,在未接收到脉冲信号前是处于等候状况,在体系设置里有个右机先启、后停时刻(留意:右机的后停时刻必定要大于主(左)机的减速时刻,不然在停止时二者或许不同步),假设右机先启时刻为1S,即脚踏开关动作后,右机等候1S后,二者一起启动,右机编码器信号随着转速的添加将改变的脉冲实时传送到右机,并与右机编码器脉冲作比较,也便是右机时刻跟随着左机在滚动,反响出来的便是二者同步运转。有关不同步的问题有以下几种原因:
1、体系设置里面的先启、后停时刻未设置正确或都为0。
2、编码器与电机的联轴节松动或断裂。
3、编码器线有断线的当地,查看PG卡到编码器之间的电缆。
4、变频器上的PG卡损坏,并更换新的PG卡。
5、编码器电缆受外部动力线的搅扰和编码器屏蔽线未接地。
6、更换减速机后减速比不相同,变频器上更改电子齿轮比。
(五)压毛组织是去除箔材边缘毛刺的设备,经过气缸带动轴的滚动,将压毛刺轮下压从而到达去除毛刺的意图。该设备相对简略但也有问题呈现。关于压不紧首要是因为气压过小或气缸轴连接处产生相对滑动没有锁紧,还有便是两轮与光轴不平行,一边接触箔材一边轮子未接触,首要因为出厂前为安装平行或许两轮子不共同,经过调理一般能够到达使用要求。
(六)层收组织是放置层绝缘的当地,层绝缘的调偏为手动手轮(每旋转一圈为5mm)调理。绝缘纸放置的起始方位很重要,要依据箔材在主轴放置的方位来调理绝缘纸的方位,气涨轴上有金属圆盘(方位可依据绝缘纸的方位调理好固定),绝缘纸要紧贴着圆盘,定位好绝缘纸要给气涨轴充气锁紧。在这儿有个比较杰出的问题便是电机和气涨轴的减速机连接不在一条直线上,导致电机运转起来,联轴节噪音过大,电机电流偏高。层收电机毛病像其他电机相同经过PLC和变频器来判别,依据层收电机用到的参数来调整到较佳状况。
(七)开卷组织是放置箔材的设备。卷绕过程中,开卷电机为箔材供给向后的张力,张力的巨细能够经过操作面板上的电位器给定(有的经过屏幕输入尺寸由PLC模拟量给定),供给张力时是处于转矩形式,而放卷、收卷时是速度形式,这时电机假如静止不转会过载报警。收卷、放卷的默许速度为8Hz,假如感觉太慢或许太快能够适当作调整。放卷机在导轨上的左右移动起到调偏的效果,动力来自调偏伺服电机。
(八)配电柜是整个设备的心脏。一切的信号都要经过这儿再将信号传给执行部分,电气方面的修理首要在这儿。安全问题要放在重要方位,380V动力电和24V操控电要分清。修理电路必定要断电再操作,或许用外表测验后再操作,对裸露的电缆要用绝缘胶带包好以免触电。设备机身和配电柜及屏蔽线要接地,因为摇臂和机身旋转处是绝缘的因此操作面板(内有220V沟通电源)也要引一根地线接地确保人身和设备的安全!